
彎折孔道之加工設備及其方法
分享到:


- 領域:其他工程及工程業
- 研發教師:許文政
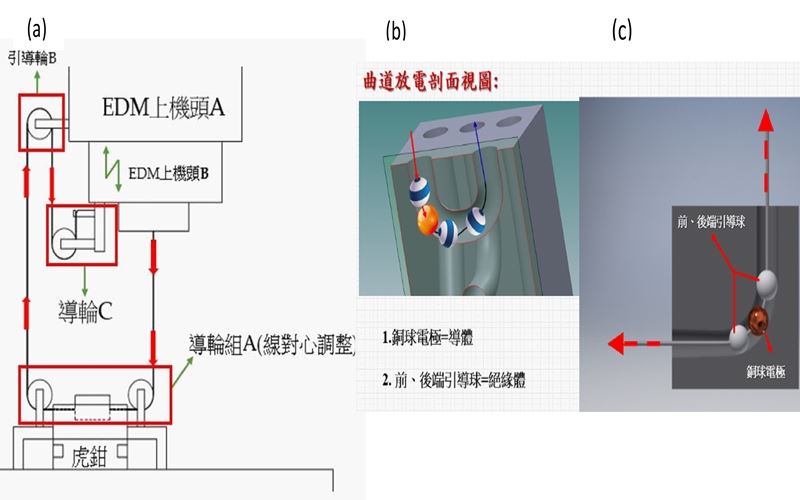
- 技術說明: 本發明針對模具、與形狀複雜零件發明創新的任意曲道放電加工(EDM)技術,尤其,目前積層製造模具的異形流道,尚無任何其他傳統加工法能適用。本案利用現行放電加工機結合創新內流道梭珠串線放電加工修整機構,修整積層製造模具與特殊零件的異形冷卻流道之表面,使粗糙度與形貌尺寸精度能迅速達到表粗規格之要求。
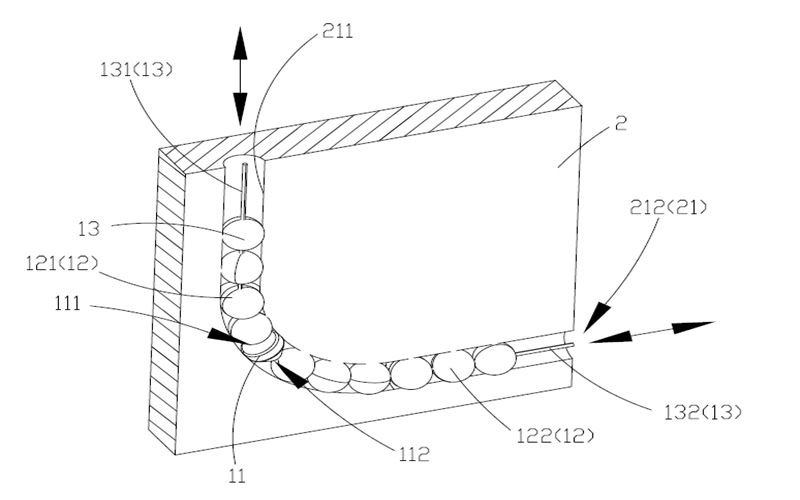
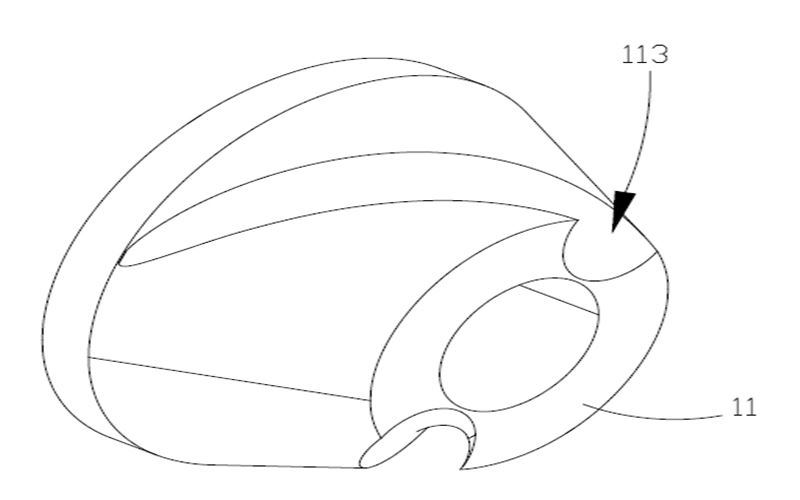
- 創新特色: 本案利用新發明引導梭珠串線機構與球珠電極,以放電加工使電極通過異形冷卻流道做放電加工與排除屑渣,並使電極與之工件之間不會形成短路,以達到解決修整內流道表面之目的;尤其改善積層製造模具之異形水路內孔之表面與水路之尺寸精度,使粗糙度與形貌尺寸精度能迅速達到規格需求。本發明之功效主要是放電加工修整任意曲折內流道與隨型水路,包含三維曲折與螺管線圈狀之模具內流道,增加這類模具之水路冷卻液流速,提高冷卻效率。
本加工機構特色;
(a)具前、後引導線材,經線材張力作用能穩定球電極;減低氣泡與放電爆炸力對放電球電極定位之影響,
(b)此珠串線機構直接引用EDM機台原有之抬刀機能,具排渣機制與前後管道同時優勢,能改善加工穩定性。
(c)增設非導體珠與絕緣線作成電極的前後引導定位支撐,且能消除電極與工件之間的短路問題。
(d)放電球梭電極受前後非導體珠挾持,改善放電力干擾轉角方向的問題;
(e)受流體驅動的旋轉擺動球梭之修整電極,防止集中於側壁放電加工之問題。(且增加放電頻率)。
(f)放電球梭電極中心出水設計,有助排渣與提升加工效率優勢。
(g)供電採絕緣包覆之軟銅線,不受限於日本先前技術-採銅箔引導之2D方向,可供應立體彎道曲面之放電加工所需電力;
瀏覽人次:5644